Sheet Metal Parts Design Considerations

Important Consideration For Sheet Metal Designs Sheet Metal Metal Design Design
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Graitec Autodesk Inventor Sheet Metal Design Rules Sheet Metal Sheet Metal Fabrication Metal Design

Convert Solid Part To Sheet Metal Part In Solidworks To Improve Productivity Sheet Metal Sheet Metal Fabrication Metal Sheet Design

Automated Sheet Metal Panel Bending Sheet Metal Bending Manufacturers Dalsin Industries In Sheet Metal Fabrication Metal Furniture Design Sheet Metal Work

Sheet Metal Bend Design Equations And Calculation Engineers Edge Sheet Metal Metal Bending Sheet Metal Work

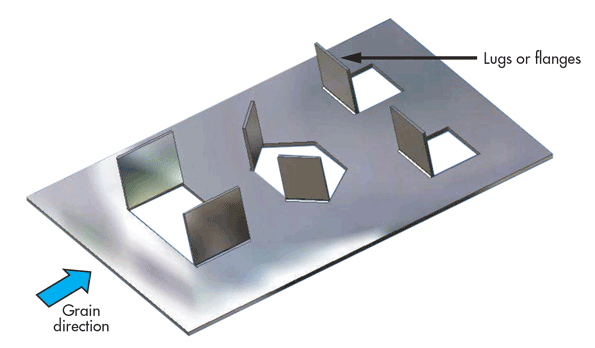
Because bends stretch the metal features must stand away from bends to avoid distortion.
Sheet metal parts design considerations.

Automated Sheet Metal Panel Bending Sheet Metal Bending Manufacturers Dalsin Industries Inc Sheet Metal Fabrication Sheet Metal Work Sheet Metal

Automated Sheet Metal Panel Bending Sheet Metal Bending Manufacturers Dalsin Industries Inc Uniones Metalicas Metalisteria Trabajos En Metal

Metal Origami Flat Pack Sheets Form Super Strong Shapes Metal Sheet Design Sheet Metal Fabrication Metal Sheeting

Sheet Metal Sheet Metal Prototyping Sheet Metal Fabricators Custom Sheet Metal Rapid Sheet Metal Sheet Metal Sheet Metal Bender Metal Bender Metal Fabrication

Fabrication Of Edges Joints Seams And Notches Sheet Metal Sheet Metal Work Sheet Metal Fabrication

How To Make A Sheet Metal Box Sheet Metal Sheet Metal Fabrication Metal Box

Sheet Metal Design Guide Geomiq

Automated Sheet Metal Panel Bending Sheet Metal Bending Manufacturers Dalsin Industries Inc Sheet Metal Sheet Metal Fabrication Metal Panels

Automated Sheet Metal Panel Bending Sheet Metal Bending Manufacturers Dalsin Industries Inc Sheet Metal Fabrication Metal Sheet Design Sheet Metal

Automated Sheet Metal Panel Bending Services Metal Sheet Design Sheet Metal Fabrication Metal Bending
The Power Of Sheet Metal Design

Tips For Making Sheet Metal Parts Machine Design

Increasing Joint Strength 1 Sheet Metal Metal Manufacturing Metal Bending

Sheet Metal Design Guidelines How To Design Good Sheet Metal Parts

Automated Sheet Metal Panel Bending Kim Loại Sắt

Pin By Shijiazhuang Youzheng Machiner On Metal Parts Fabrication Sheet Metal Fabrication Metal Fabrication Decor

Sheet Metal Joints Google Search Sheet Metal Fabrication Sheet Metal Metal Working

Pin Em Inoxmetal
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsbck80zhwlwmo8rukgvtvgei5bcge Tc3 1t3xqlnxpppgo9z6 Usqp Cau

Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcs Etsaowcumvfawc0xofon5oahrrlii65fya Usqp Cau

Review Technical Specifications And Design Considerations For Salvagnini P4 Sheet Metal Panel Bending At Sheet Metal Sheet Metal Fabrication Metal Sheet Design

Working Principles 4 Sheet Metal Metal Furniture Design Metal Shaping
Pin On Design Work

Details On Metal Electronic Enclosure Sheet Metal Design System Metal

Mild Steel Cnc Punched Blank And Cnc Bent Sheet Metal Bracket Formed On A Trumpf 7036 Sheet Metal Fabrication Sheet Metal Work Metal Bending

Custom Sheet Metal Enclosures Weldflow Metal Products In 2020 Sheet Metal Types Of Sheet Metal Metal Products

Sheet Metal Fabrication Id 4769324 Product Details View Sheet Metal Fabrication From Shenzhen Anaho Hardware Co Ltd Ec21 Sheet Metal Sheet Metal Fabrication Metal Fabrication

Prototyping Idkon Industriedesign Engineering Fertigung

Sheet Metal Joints Google Search Sheet Metal Work Sheet Metal Fabrication Sheet Metal

I Learned How To Accurately Mark And Bend Sheet Metal Sheet Metal Fabrication Metal Working Tools Welding And Fabrication

Bracket Angle Gallery Sheet Metal Fabrication Aluminum Sheet Metal Sheet Metal Work

Laser Bending Tubes In 2020 Sheet Metal Fabrication Metal Sheet Design Sheet Metal

Injection Molded Fasteners Google Sok Inyecciones Plasticos

Sheet Metal Panel Bending Sheet Metal Bending Manufacturers Dalsin Industries Inc Sheet Metal Sheet Metal Fabrication Sheet Metal Work

Automated Sheet Metal Panel Bending Sheet Metal Sheet Metal Fabrication Sheet Metal Work

Sheet Metal Enclosure Box Metal Sheet Design Sheet Metal Fabrication Metal Fabrication

Corner Connectors For Aluminum Frames Metal Furniture Steel Furniture Modern Industrial Furniture

Sheet Metal Work Bending Sheet Metal Components And Cnc Bending Using Press Brakes Sheet Metal Work Sheet Metal Metal Working

Islet Contemporary Wall Light Aluminum Sheet Metal Technopolymer By Artemide

Did You Know Our Specialty Is Custom Sheet Metal Fabrication Working With Residential And Commercial Hvac Contrac Industrial Hvac Hvac Sheet Metal Fabrication

Blanking In Sheet Metal In 2020 Sheet Metal Sheet Metal Design

Sheet Metal Bending Bending Definitions Metal Bending Sheet Metal Sheet Metal Fabrication

Plastics Design En 2020 Uniones Metalicas Disenos De Unas Moldes
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcr71n4f60easpiolcbcupztia5ok61y 4oivzcev8zr7 Ibejo8 Usqp Cau
Source : pinterest.com
