Sheet Metal Rules On Bending Channels
Sheet Metal Forming
Aircraft Sheet Metal Layout And Forming Aircraft Systems

Following Dfm Guidelines For Working With Sheet Metal Machine Design
How To Set Up Sheet Metal Gauge Tables Engineers Rule

Bending Metalworking Wikipedia

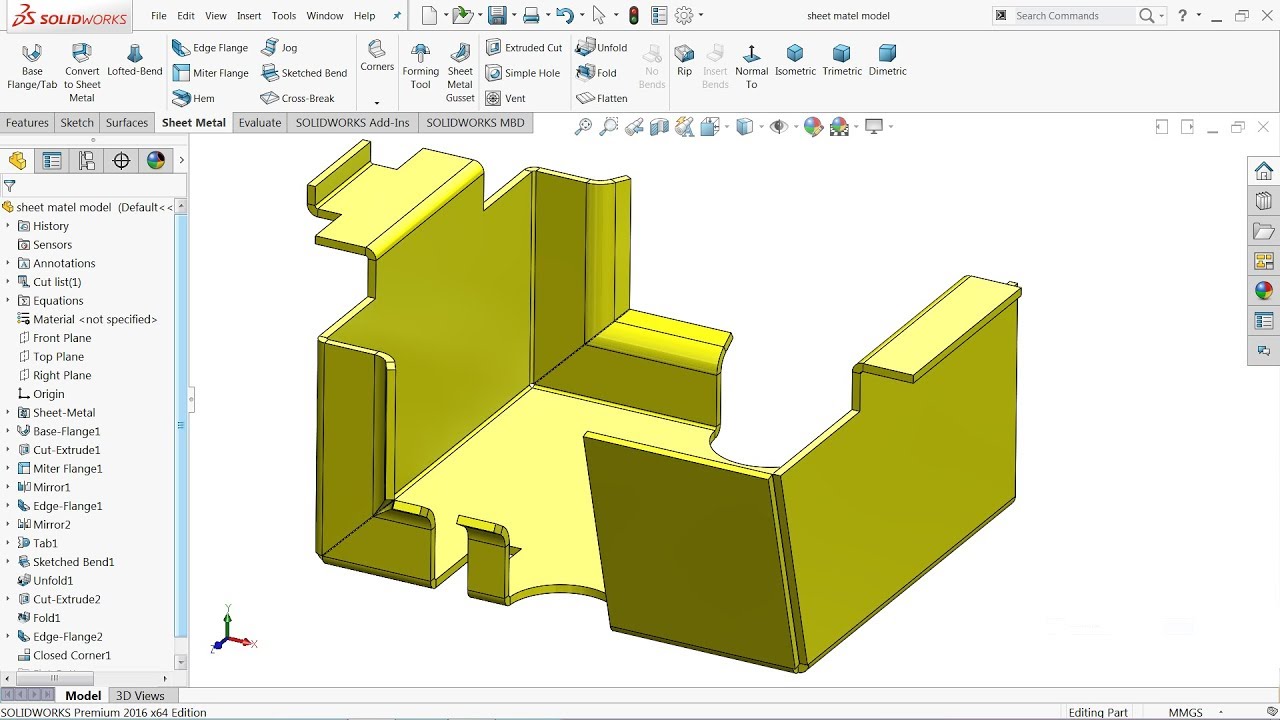
Sheet Metal Closed Corner Options Exposed

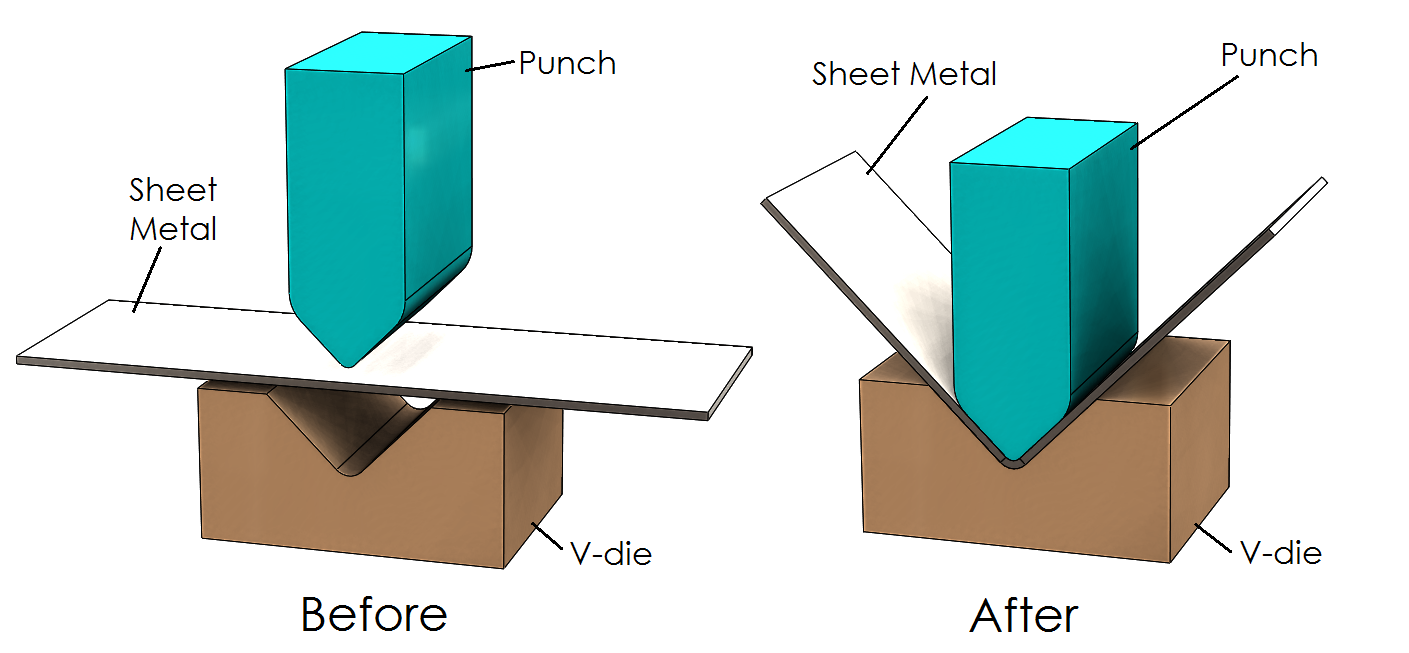
The force must exceed the material s yield strength to achieve a plastic deformation.
Sheet metal rules on bending channels.

Sheet Metal Design Guide Geomiq

Tips For Bending Sheet Metal Make It From Metal
5 Sheet Metal Design Tips For Easy Manufacturing Bright Hub Engineering
Sheet Metal Part 2 Thinkdesign Top 10 Features Dpt Insights

Press Brake Bending Basics A Guide To Sheet Metal Bending Machinemfg

This Is A Simple Calculator To Help You Calculate Bend Deductions And To Help You Reverse Engineer The Best Sheet Metal Metal Bending Sheet Metal Fabrication

Pin On Customer Projects

Autodesk Inventor Sheet Metal Flat Pattern Success Every Time Sheet Metal Sheet Metal Fabrication Sheet Metal Work

Bending Short Flanges Metal Working Tools Sheet Metal Tools Metal Bending

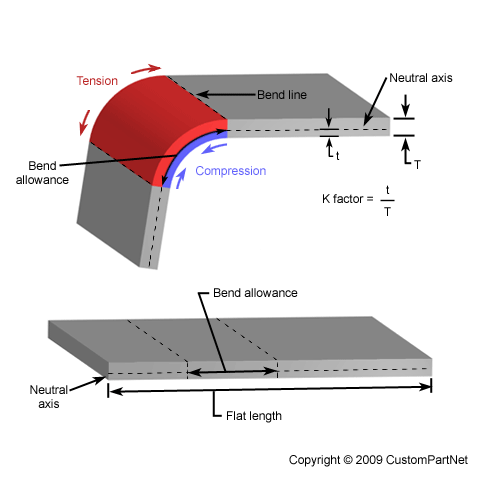
K Factor Sheetmetal Me

Brake Press Tooling Press Brake Press Brake Tooling Sheet Metal Bender

Pin On Forms And Shapes

Sheet Metal Folding Evolves

Ad Ebay Url Mini Portable Metal Letters Bender Bending Tools For Iron Letters Angle In 2020 Metal Letters Iron Sheet Metal Sheet

Sheet Metal Tutorial Youtube

Press Brake Tool And Tool Holder Wila B V Press Brake Press Brake Tooling Folding Machine

Caculate The Flat Form For Rectangular To Round Duct Transition Solidw Solidworks Tutorial Solidworks Mobile Tricks

Inventor Sheet Metal Folds Youtube
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau

Pin On Detail Drawing

Solidworks Sheet Metal Lofted Bend Youtube Solidworks Tutorial Solidworks Autodesk Inventor

Sheet Metal Bending Metal Bending Sheet Metal Work Sheet Metal

Automated Sheet Metal Panel Bending Sheet Metal Bending Manufacturers Dalsin Industries In Sheet Metal Fabrication Metal Furniture Design Sheet Metal Work

Solidworks Sheet Metal Forming Tool Exercise Youtube Solidworks Sheet Metal Solidworks Tutorial
Manul Bending Pliers For Aluminum Iron Stainless Steel Advertising Sign Bending Equipment For Luminous Chann With Images Sheet Metal Tools Metal Bender Advertising Signs

Solidworks Sheet Metal Exercise Youtube Sheet Metal Drawing Sheet Metal Solidworks

Fusion 360 Sheet Metal Settings And What Is Available

Bar Bending Chicago Metal Rolled Products Metal Door Metal Bending Types Of Steel

How To Use A Sheet Metal Brake Machine

Pin On Customer Projects

The Sheet Metal Stretch Bending With Bending Radius R Die A The Download Scientific Diagram

Sheet Metal Bend To Your Specifications All In 4 Easy Steps Configure Your Hat Channel U Channel J Chann Custom Metal Corner Guards Sheet Metal Thickness

Free 1000 Diy Projects Handbook Homemade Bending Tool X2f Sheet Metal Brake Hobosgold Do You Find Th Metal Bending Sheet Metal Brake Aluminum Sheet Metal

Metal Letters Bender Bending Machine Tool For 3d Channel Letters Metal Letters Machine Tools Tools

Pin On Select The Right Metal Channel Contractor In An Efficient Way

Urethane Tooling For Radius Bending On Press Brakes Press Brake Tooling Press Brake Sheet Metal Work

Find More Bending Metalwork Machines Here Metal Bending Metal Working Solar Power Diy
Solidworks Tutorial Sheet Metal Drawings Youtube

Adjustable Vice Jaw Benders Morsa

Sheet Metal K Factor What It Is How To Measure Youtube

Avt 206 A P P2 Developing Sheet Metal Flats The Math Behind The Bends Youtube Welding Projects Welding Metal Working

Pin On Ferramentas Caseiras

Example Bend Sequence On The Press Brake Controller Cnc Sheetmetal International Press Brake Sheet Metal Work Cnc
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau
Source : pinterest.com
