Sheet Metal Soft Tooling Vs Hard Tooling

Hard Tooling Vs Soft Tooling What S The Difference

Soft Vs Hard Tooling For Injection Molding 3erp

Soft Tooling Vs Hard Tooling Urethane Casting Stratasys Direct

Sheet Metal Design Guide Geomiq

Mini Metal Shear Brake Sheet Metal Tools Metal Working Tools Metal Working

Soft Tooling Sheet Metal Proto Parts Sheet Metal Metal Manufacturing

This is one of the disadvantages of hard tooling.
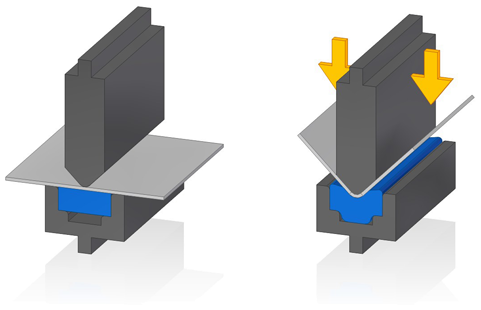
Sheet metal soft tooling vs hard tooling.

Prototyping Soft Tool Prototyping Gillaspie Manufacturing

Homemade Louver Punch And Die Set Custom Metal Fabrication Metal Projects Aluminum Sheet Metal

What Sheet Metal Shops Wish You Knew Reasonable Tolerances Grain Direction And The Base Flange

Tooling Experiment To Clean Up Align The Bends The Theory Works Will Have To Build Something Stronger That D Metal Working Tools Blacksmith Tools Metal Tools

Cutite Pentru Ghilotine Foarfeci Ghilotina Types Of Sheet Metal Press Brake Tooling Press Brake
Urethane Tooling Sheetmetal Me

Metal Stamping Dies Part One Total Materia Article

Pdf Tool Wear In Sheet Metal Stamping

Lathe Chuck Soft Jaws Metal Lathe Projects Metal Lathe Tools Lathe

Electrabrake Manual Folder Sheet Metal Brake Sheet Metal Sheet Metal Bender
Audio Signal Analysis For Tool Wear Monitoring In Sheet Metal Stamping Sciencedirect

Sale Clearance Sample Sets Of Craft Metal Supplies In 2020 Aluminum Crafts Aluminum Sheet Metal Metal

Pin Op Etabli Metal Plieuse
Metals Free Full Text Recent Developments And Trends In Sheet Metal Forming Html
Sheet Metal Hole Punch Stamping Tool Youtube
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Pin By Ross Stalter On Cool Workshops Tools Sheet Metal Fabrication Metal Shop Diy Tools Metal

Details About Copper Sheet 5 Mil 36 Gauge Metal Foil Roll 3 X 10 Cu110 Astm B 152 Copper Sheets Copper Roll Copper Crafts
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrrxwvoaxcpx1mwva1fclxz0oagi4yjsa6wmr9kzqt5kddicagn Usqp Cau

The Marketing Machine How Technology Can Boost Manufacturers Success Manufacturing Pinterest Cnc

Pin On Tools

Aluminum Sheet Metal Toolbox Aircraft Rivets Cross Drilled Handle Bead Rolled Panels A Fun Sheet Metal Fabrication Sheet Metal Crafts Aluminum Sheet Metal

Pin Em Tools Diy

Sweeney Fly Press Nfp05 Homemade Tools Metal Working Metal Crafts

Deep V Tool Metal Shaping Tools Texture Tools

Metal Stamping Process Is Mainly Used In Automotive Industry And The Process Is Spitted Into Different Methods Such Metal Stamping Process Metal Stamping Metal

Spring Loaded Planishing Hammer Standard Size 2 3 8 62mm Top Platen Planishing Hammer Metal Shaping Hammer

Copper Foil Tooling Embossing Copper Art Metal Embossing Metal Crafts

Inbox Lt Sheet Metal Tools Metal Working Tools Metal Bender

Part Function Key Part Size 200x30x5mm Tool Size 110x600x500mm Hard Part Material Abs Soft Part Ma Hard Part Steel

Mini Sheet Metal Box Pan Folder 3mm 12 Inch Capacity By Weldup So Today I Have Been Making The Thin Metal Tool Metal Tool Box Sheet Metal Tools Metal Box

Vise Mounted Wire Bender Metal Working Tools Tools Bender

Sheet Metal Panel Bending Sheet Metal Bending Manufacturers Dalsin Industries Inc Sheet Metal Metal Bending Sheet Metal Shop

Leather Speedy S Belt Embossing Machine For Belts Straps With 5 Wheels Leather Working Tools Embossing Machine Leather Tool Belt

Pin On Coser Cuero

Silicone Vacuum Casting For Prototype Or 25 Short Run Production Plastic Parts It Cast Plastic Cast Vacuums

3 Tools Perfect For Inside Sheet Metal Cuts Youtube

Sheet Metal Worker Shop Tools Pewter Belt Buckle Metal Workers Sheet Metal Tools Metal Working

Soft Mallet Lightweight Mallet With Double Faced Soft Rubber And Hard Plastic And Non Slip Plastic Grip Perfe Leather Tooling Gunsmithing Tools Leather Craft

Free 1000 Diy Projects Handbook Homemade Bending Tool X2f Sheet Metal Brake Hobosgold Do You Find Th Metal Bending Sheet Metal Brake Aluminum Sheet Metal

Pin By Montie Morrison On Metal Working Lathe Technique Tooling Fixtures Metal Lathe Projects Metal Working Metal

Pin On Milling

Sharpening Hss Lathe Tool Bits Metal Arts Press Lathe Tools Metal Lathe Tools Lathe
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gct9kp0vprqkw5zadpac4fas5bgdmgrxxmernt7wxt8 Usqp Cau
Source : pinterest.com
